Lichtbringer
Master Member
Re: ANH Hero DL-44 Barrel Discussion
I´m still not convinced - it´s the combination that makes no sense.
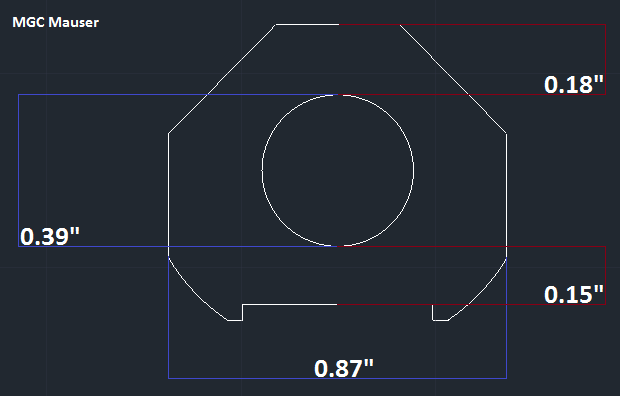
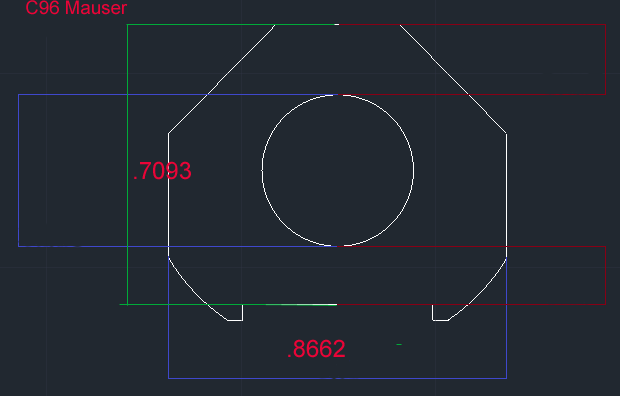
I turned my MGC receiver/barrel down on the lathe, so it is centered around the barrels bore (if there would be one) - that´s the only way a lathe works if you don´t chuck a piece with a offset, hard to do with this piece if the barrel and the hole for the bolt at the end are a straight line.
Then i turned the barrel, and drilled/machined it a hole - again completly centered without offset.
Now we have a situation that on the top the chamfer looks not prominent enough, and we would need a flat milled bottom to disassemble it - cause a completly centered "line" puts the barrel to low, on top for the chamfer, and on the bottom for disassembling.
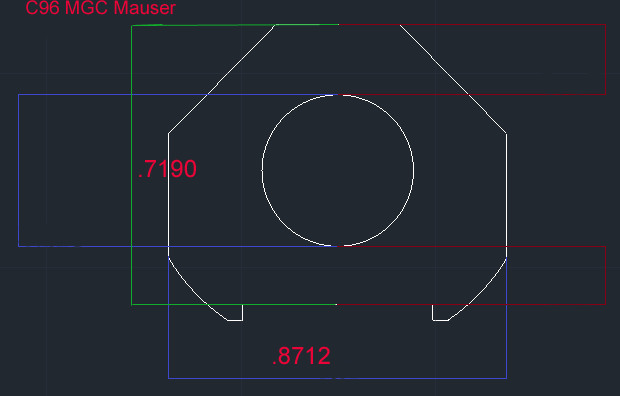
What can we do to get more chamfer? Making it a bigger dia - but that way we would also get more dia at the undersideof the barrel. That means even more to mill flat - the more flat the more easy noticeable. I mean "really noticeable", like a D-ring. AND the barrel would also stick more over the sides, it would be easy noticeable from every view than from the flat side - to get 1mm more chamfer on the top, the barrel has to has 2mm more dia. Instead the 22mm i used a 24mm, come on - 1mm sticking out on each side, 1mm more to mill on the underside?
Or, the second alternative, everything was kept at the 22mm - just mounted offset, cheated with a not centered/aligned bore, there was no need that real bullets can pass the barrel.
That way to lift the barrel up by 1mm would keep the sides of the receiver matching to the barrel, it would delete or at least minimize the amount of milling the bottom flat- AND it would enlarge the chamfer.
Would be a easy job (much more easy than what we do to replicate it) - just saw/mill the old barrel from the receiver at the wanted place, machine a new barrel the way you want it, weld/braze the parts together. Voila.
I´m still not convinced - it´s the combination that makes no sense.
I turned my MGC receiver/barrel down on the lathe, so it is centered around the barrels bore (if there would be one) - that´s the only way a lathe works if you don´t chuck a piece with a offset, hard to do with this piece if the barrel and the hole for the bolt at the end are a straight line.
Then i turned the barrel, and drilled/machined it a hole - again completly centered without offset.
Now we have a situation that on the top the chamfer looks not prominent enough, and we would need a flat milled bottom to disassemble it - cause a completly centered "line" puts the barrel to low, on top for the chamfer, and on the bottom for disassembling.
What can we do to get more chamfer? Making it a bigger dia - but that way we would also get more dia at the undersideof the barrel. That means even more to mill flat - the more flat the more easy noticeable. I mean "really noticeable", like a D-ring. AND the barrel would also stick more over the sides, it would be easy noticeable from every view than from the flat side - to get 1mm more chamfer on the top, the barrel has to has 2mm more dia. Instead the 22mm i used a 24mm, come on - 1mm sticking out on each side, 1mm more to mill on the underside?
Or, the second alternative, everything was kept at the 22mm - just mounted offset, cheated with a not centered/aligned bore, there was no need that real bullets can pass the barrel.
That way to lift the barrel up by 1mm would keep the sides of the receiver matching to the barrel, it would delete or at least minimize the amount of milling the bottom flat- AND it would enlarge the chamfer.
Would be a easy job (much more easy than what we do to replicate it) - just saw/mill the old barrel from the receiver at the wanted place, machine a new barrel the way you want it, weld/braze the parts together. Voila.

")