Joy
Member
New member here, with a question for the more experienced.
I'm working on a small part of a larger batch of replicas for someone, a tear shaped crystal from Final Fantasy 13, and I ran into a problem in the casting process.

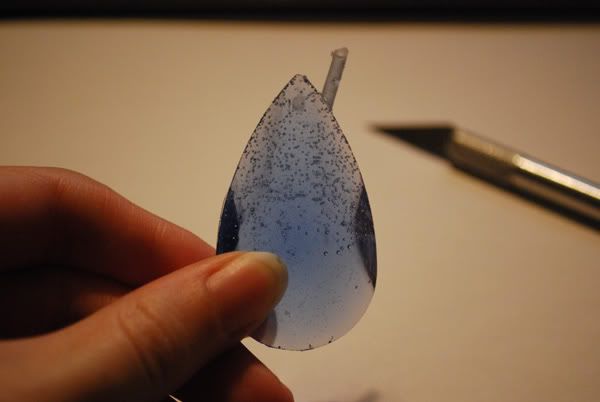
This resin is not degassing as it should (it advertizes high self-degassing). I'm still a low-end propmaker, and lack a vacuum chamber, nor can I really afford one now. Is there anything I can do to minimize these cursed bubbles? Or is there another clear resin that works better than this cheap mess that doesn't require I have a crazy ventillation system?
What's being used:
Easy Cast clear epoxy
Castincraft transparent dye
Rebound 25 Silicon mold, with a pour channel and a vent channel
I'm working on a small part of a larger batch of replicas for someone, a tear shaped crystal from Final Fantasy 13, and I ran into a problem in the casting process.
This resin is not degassing as it should (it advertizes high self-degassing). I'm still a low-end propmaker, and lack a vacuum chamber, nor can I really afford one now. Is there anything I can do to minimize these cursed bubbles? Or is there another clear resin that works better than this cheap mess that doesn't require I have a crazy ventillation system?
What's being used:
Easy Cast clear epoxy
Castincraft transparent dye
Rebound 25 Silicon mold, with a pour channel and a vent channel


