I've been working on a few rifle castings recently, and in the past I've tried hand slushing these to be hollow casts. My success with this technique was pretty low, and a lot of them ended up warped or too thin in some spots. I'd say the failure rate was 30%. With a big rifle body mold, that makes for some expensive mistakes.
I had the idea to make a foam insert trimmed to an approximate interior shape that I wanted the empty cavity to be. The idea here is to pour one side, embed the insert, let cure about halfway, then pour the rest of the cast.
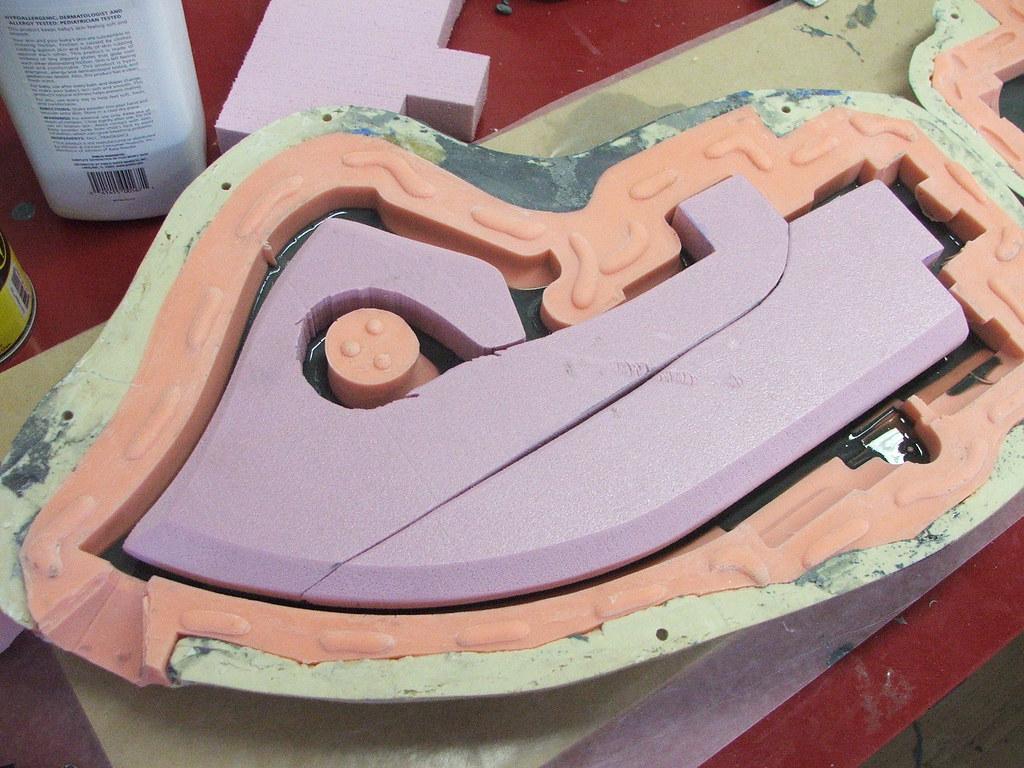
I'm using SmoothCast 321, long pot life and cure time to give me a lot of time to pour these casts and position the insert. I've actually already done the barrels and rear stock pours with really good results.
The only hurdle I've come across is the resin's tendency to bubble along the foam somewhat:
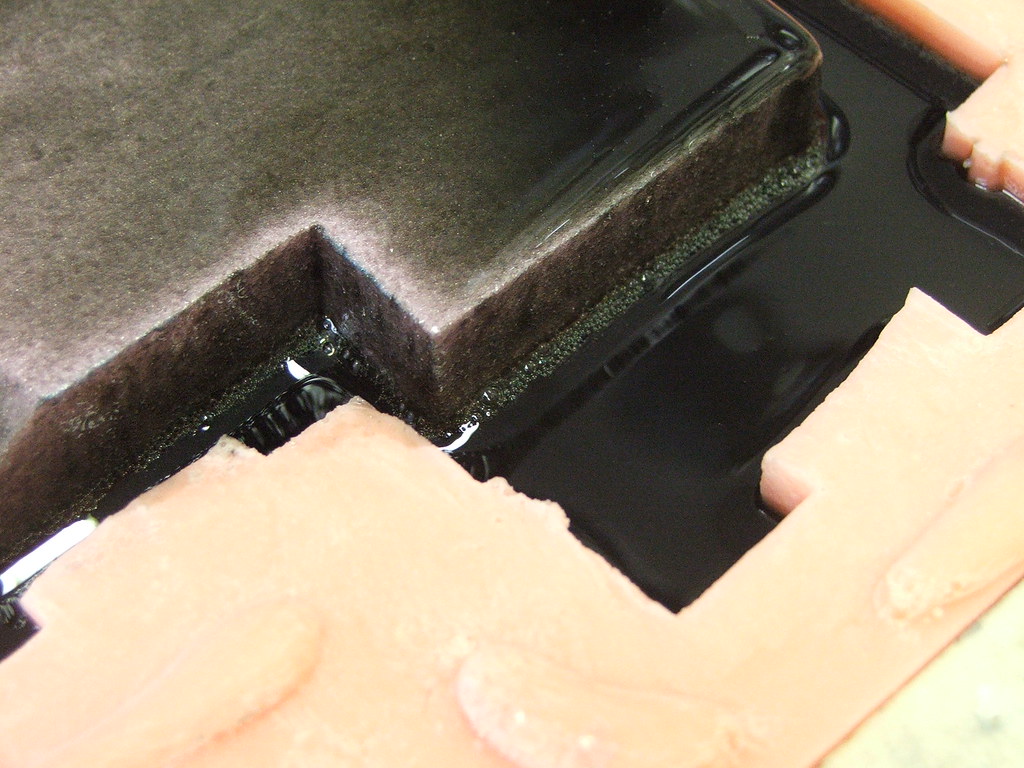

To combat this as much as possible I've taken to pouring a small amount of resin over the foam insert to "seal" it somewhat, then joining the mold halves and pouring the whole thing. Without that step, these little bubbles would continue to rise from the foam block and cause a lot of pits and holes in the upper part of my cast.
I tried wiping the foam down with alcohol to get rid of any moisture that might be on it, but I really think this is just the nature of the porous foam.
These have been a pretty decent success so far. Lightweight casts, and the foam insert keeps the walls rigid even if they are somewhat thin.
Has anyone else tried a technique like this before? Is there a more appropriate foam to use instead of the polystyrene I've been trying out so far? I'd really like to know anyone's experience with a method similar to this; might be useful in a ton of pour molds to make things lighter but keep the rigidity.
I had the idea to make a foam insert trimmed to an approximate interior shape that I wanted the empty cavity to be. The idea here is to pour one side, embed the insert, let cure about halfway, then pour the rest of the cast.
I'm using SmoothCast 321, long pot life and cure time to give me a lot of time to pour these casts and position the insert. I've actually already done the barrels and rear stock pours with really good results.
The only hurdle I've come across is the resin's tendency to bubble along the foam somewhat:
To combat this as much as possible I've taken to pouring a small amount of resin over the foam insert to "seal" it somewhat, then joining the mold halves and pouring the whole thing. Without that step, these little bubbles would continue to rise from the foam block and cause a lot of pits and holes in the upper part of my cast.
I tried wiping the foam down with alcohol to get rid of any moisture that might be on it, but I really think this is just the nature of the porous foam.
These have been a pretty decent success so far. Lightweight casts, and the foam insert keeps the walls rigid even if they are somewhat thin.
Has anyone else tried a technique like this before? Is there a more appropriate foam to use instead of the polystyrene I've been trying out so far? I'd really like to know anyone's experience with a method similar to this; might be useful in a ton of pour molds to make things lighter but keep the rigidity.
")
