Since discovering the amazing possibilities of reverse vacuum forming, I have decided to look at doing my Tube Bag this way.
Initially I was thinking positive vacuum forming and my experiments with this have given mixed results - where both heat and suction have been an issue at one time or another.
Check this out.
So this is 3mm Perspex and note how perfect the edge is. This dome is about 5" tall and I would suggest that only best vacuum forming machines would be cable of such a result. No DIY'er would be doing this in this material on a positive form.
So reverse vacuum forming is similar to positive vacuum forming with a few advantages. From my testing, time, heat and suction are always the crucial 3 elements that you have to work with positive vacuum forming. If you don't have all three, you don't get a very good pull.
With reverse vacuum forming, time is not as issue at all because once the seal is made, you can let the part cool down and re-heat it later. Suction becomes the most important part. Because I have a vacuum chamber and pump that can pull a full -30", I have all the suction I will ever need.
So there are several ways to make the molds. Typically for both positive and reverse vacuum forming, the bucks or molds have to be able to withstand both heat and pressure. You can use pretty much anything that won't break or crack when subjected to the process.
With positive vacuum forming, your seal is made once the plastic sheet is pulled down onto the Platen. You typically have under 2 seconds to get a seal and evacuate all the air and why timing, heat and suction (and making the seal) are so important. If one fails, the whole thing fails.
With reverse vacuum forming, you make the seal first, then apply heat. Now you can take your time. The vacuum pump is only needed if the vacuum drops off - IE as the plastic pulls in, I noticed the gauge move and I turned the pump on briefly to maintain the suction. Once at the desired level, the pump was shut off again.
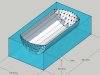
My Tube Bag has lids that wrap around the body. I really need two molds - one for the main body and one for the lids. The lids also have the recessed handles.
So with a reverse vacuum form, I can make the mold slightly over sized and place a layer of rubber inside to reduce the size for the small main body.
Because the lids have the recessed handle, I can make a second liner that has this part attached which faces into the cavity.
A type of silicone rubber is definitely going to be needed to make seals and I am working out the cost to make whole mold from silicone.
") The logo is 16 1/4 inches wide.
The logo is 16 1/4 inches wide.